Производственные исполнительные MES-системы – необходимое звено в процессах развития отрасли

Организовать его эффективную эксплуатацию – вот насущная задача. Ответственный менеджмент предприятия ищет способы сделать это в сжатые сроки и без потерь для потенциала обороноспособности страны. Авторы стати на опыте управления производством своего предприятия формулируют основные возникающие проблемы и обсуждают современные методы их решения.
Первая сложность процесса модернизации производства – это проблема ускоренного обучения персонала. Не только тех, кто будет работать на новом оборудовании, не только тех, кто будет его обслуживать, но обучение и тех, кто будет готовить для него технологии, управляющие программы, и тех, кто этими процессами управляет…
Вторая - проблема формирования надлежащей инфраструктуры для нового оборудования. Понадобилось время, чтобы осознать, что на таких предприятиях изготовление продукции прямо с пульта станка не допустимо. Оно должно вестись по утверждённым технологиям, а управляющие программы от технолога на станок должны попадать по защищённым и контролируемым каналам. Это значит, что монтаж инженерных коммуникаций (в том числе информационных) должен быть документирован, аттестован, и завершиться ещё до прибытия оборудования в цех. В случае, если подключение к ЛВС невозможно, должен фиксироваться способ информационного обмена с данным оборудованием.
И ещё одна составляющая инфраструктуры – программная. Если программная среда технолога ограничена возможностями по созданию управляющих программ в PEPS-е 2-3-осевой обработкой, а вычислительные мощности тратятся при этом на эмуляцию режима работы в DOS-е, ожидать эффективности от оборудования с 4, 5 и более координатной обработкой, увы, не приходится. Несоответствие поколения программного обеспечения конструкторско-технологической подготовки производства уровню происходящего технического перевооружения приводит к неэффективному использованию станочного оборудования, к большим неудобствам по программному сопровождению. Здесь есть ещё одна серьезная проблема – постпроцессоры. Разработка постпроцессора – разовая работа при вводе в промышленную эксплуатацию оборудования, она требует большого объёма знаний и опыта. К сожалению, сегодня значение этой работы нивелировано, специалистов, практически нет. Кроме того, при недостаточной компетентности существует риск порчи станочного оборудования (такие случаи у нас, к сожалению, были). Покупка постпроцессоров проблему решает частично, поскольку на предприятии есть постоянная необходимость их дорабатывать, т.к. совершенствование постпроцессора – один из главных источников снижения трудоёмкости на этапе подготовки производства.
И дальше опять возникают проблемы – обеспечение инструментом и технологической оснасткой. Политический вопрос: покупаем или сами делаем? Это серьезная диллема,… и тема для другой статьи.
И ещё добавка в корзину проблем - система показателей производства. В первую очередь тормозит прогресс и техническое перевооружение производства показатель соотношения численности основных рабочих к численности прочего производственного персонала. Установленное значение данного показателя заинтересовывает производство в сохранении (увеличении) численности низко- и средне-квалифицированных основных рабочих устаревающих специальностей по отношению к численности специалистов. Однако, уровень прогресса и цивилизованность производства определяются обратными пропорциями – численность основных рабочих должна уменьшаться, а численность специалистов, обслуживающих «быстрое производство», увеличиваться. Особенно, при увеличении номенклатуры выпуска. И другая сторона этой проблемы – данный показатель, устанавливаемый как цель на общемировом, статистическом уровне, не учитывает необходимость человеческих ресурсов по поддержанию режимных регламентов. В итоге, погоня за красивым показателем неизбежно скажется на безопасности производства. А мы не можем допустить в условиях нарастающего террористического напряжения ни одного инцидента!
Перечислять можно дальше, но, даже если всё вышеназванное будет решено, запуск изготовления всё равно пойдёт мимо нового оборудования. Поскольку цех должен выполнить объёмный план, который сформирован на основе операционных нормативов старого универсального оборудования, а номенклатурный план настолько велик, что оперативному анализу не поддаётся, да и технологии для него ещё не готовы, то очевидно, что запуск изготовления проще производить именно на устаревшее оборудование. Это гарантирует выполнение плана. Так оно, к сожалению, часто и происходит.
Расширяющийся круг проблем приводит к выводам о необходимости новых инновационных подходов к организации производства. Современным практическим инструментом обоснованного управления ресурсами предприятия (прогнозирования, перепланирования, концентрации станочных, людских и финансовых ресурсов) становятся производственные исполнительные системы и системы управления ресурсами предприятия класса MES\APS\ERP (MRPII).

Рис.1 Цели производственной исполнительной MES-системы в изменяющихся условиях.
Такие системы для предприятий ОПК, переживающих конверсионные процессы, должны отличаться от стандартных. Поскольку, введение только одного дополнительного параметра, дифференцирующего оборонный и народно-хозяйственный заказ, конечно, усложняет программно-математическую реализацию, но позволяет разделить правила производства работ на уровне информационных потоков. Тем самым, держать «бронепоезд на запасном пути» с минимальными и прозрачными финансово-экономическими затратами. А политическую конъюнктуру (сокращать, увеличивать выпуск) реализовывать в кратчайшие сроки и без серьезных организационных затрат (вести раздельное бюджетирование для единых производственных мощностей с произвольной точностью).
Что при этом мы ожидаем от внедрения на предприятии исполнительной производственной системы (MES-Manufacturing Execution System)? Перечислим:
- Автоматизированное распределение заданий по рабочим местам, позволяющее выполнить весь цеховой заказ в срок, исключая «авралы», сверхурочную работу.
- Оптимальную загрузку оборудования. Анализ «лишних» и «недостающих» мощностей. Концентрация изготовления на заданном оборудовании.
- Возможность пересчёта расписания в условиях изменяющейся производственной ситуации.
- Достаточное количество критериев расчёта расписания, обеспечивающих, в том числе, экономическую целесообразность производства.
- Оценка выполнимости плана.
- Реальная картина состояния производства в реальном времени. Обеспечение «прозрачности производства».
Остановимся подробнее на «прозрачности производства». Это - основа стандартов системы менеджмента качества (СМК) ISO 9001. В нашем случае это – предмет пристального внимания, как директорского корпуса предприятия, так и представительства заказчика. В том и другом случае важно полное понимание реальной ситуации на предприятии. В настоящее время работа по принципу «чёрного ящика» (когда работа идет, но кто, что и где конкретно делает в данный момент времени - неизвестно) никого не устраивает. В лучшем случае процесс проясняется с большой задержкой по времени. Помимо вполне очевидных минусов такая ситуация ведет к снижению контроля за расходами, ограничивает принятие управленческих решений. Понятно, что в отсутствие реальной "прозрачности производства" невозможно ответить на основной организационный вопрос: "Как повысить его эффективность?"
Проиллюстрируем базовые составляющие «прозрачности производства» - идентификацию, прослеживаемость и управляемость материальных потоков, реализуемых российской MES-системой «ФОБОС»:
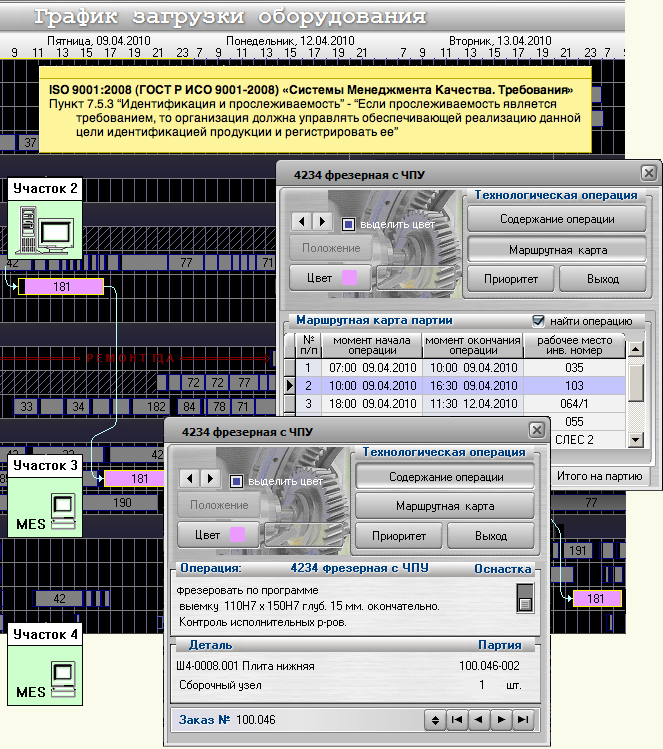
Рис. 2. Обеспечение требования "Идентификации и прослеживаемость" средствами MES.
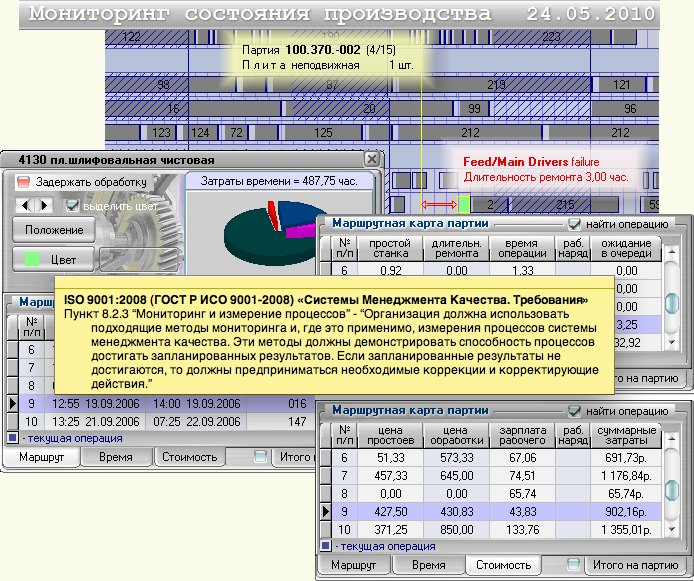
Рис. 3. Обеспечение требования "Мониторинг и измерение процесса" средствами MES.
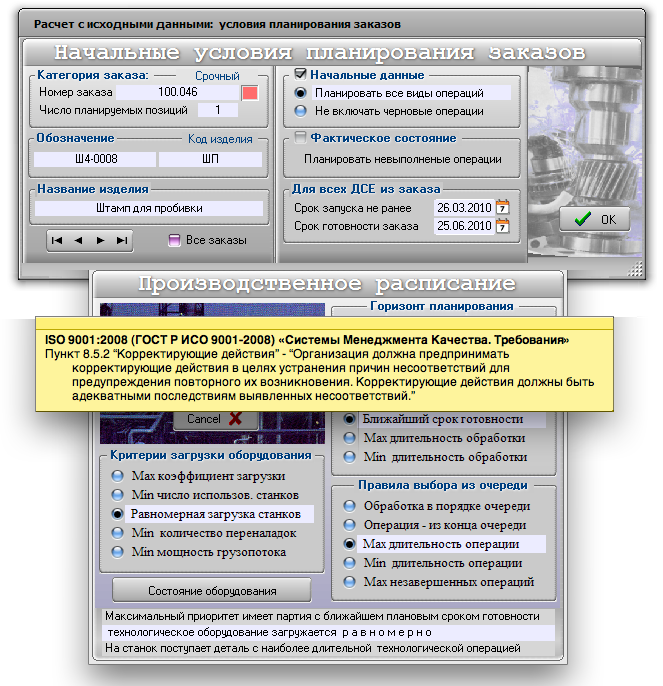
Рис. 4. Обеспечение требования "Корректирующие действия" средствами MES.
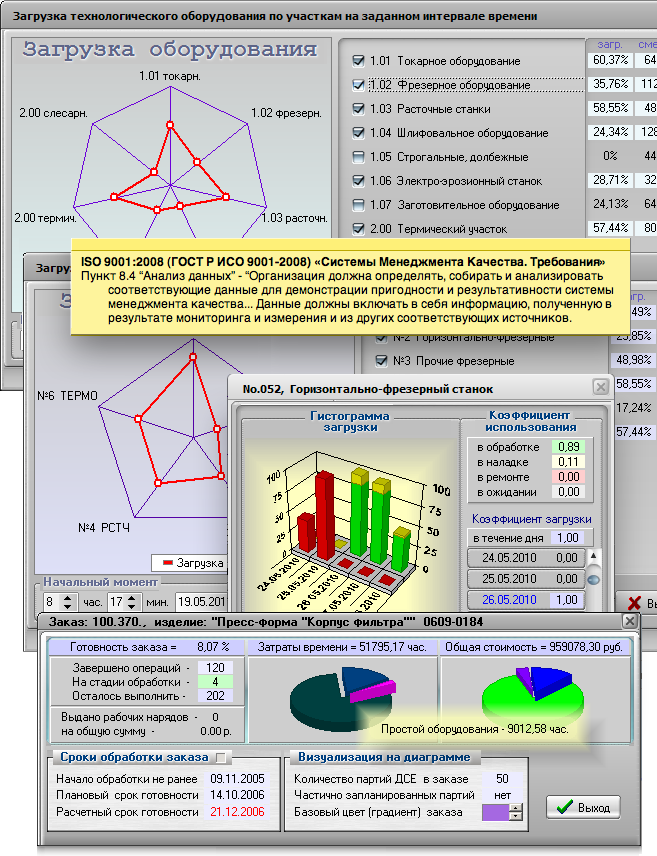
Рис. 5. Обеспечение требования "Анализ данных" средствами MES.
Изменить производственную систему действующего предприятия не просто. Проект по внедрению MES-систем в цехах, на производственных площадках выдвигает новые требования к срокам КТПП, которых можно добиться только при интегрированной подготовке маршрутной технологии и нормоформирования в САПР ТПП (CAPP); управляющих программ в CAD/CAM; при проверке технологичности в CAD/CAE и эмуляции изготовления до выхода на станок, с поддержкой актуальной информации по всем составам жизненного цикла изделия (PDM/PLM), с широким использованием 3D-моделирования и т.д. Учитывается новая для сегодняшней российской действительности экономическая возможность интегрированной КТПП - активная оценка себестоимости изготовления на ранних сроках подготовки производства. Когда стоимость, диктуемая реализуемостью, задаёт цель технологической стратегии. А средства автоматизации позволяют быстро «проиграть» возможные варианты и, конечно, дать предварительную информацию о стоимости изготовления с точностью, близкой к реальной.
Но (самое главное!) – такой проект должен повлечь изменения в, как правило, уже существующей на предприятии, ERP/MRPII-системе. Новые требования диктуют как минимум суточный период пересчёта плана предприятия для цехов и оперативной реакции на изменения цеховой потребности в любых материальных ресурсах по основным и вспомогательным материалам, заготовкам, оборудованию, инструменту, оснастке, таре…
Актуальнейшим становится вопрос по качеству и полноте данных предприятия, по единым, универсальным (стандартным для РФ и зарубежья) справочникам, обеспечивающим быстрое автоматизированное взаимодействие с системами поставки и хранения, электронными торгами и т.д.

Рис.6. Схема интеграции MES-системы с другими подсистемами предприятия.
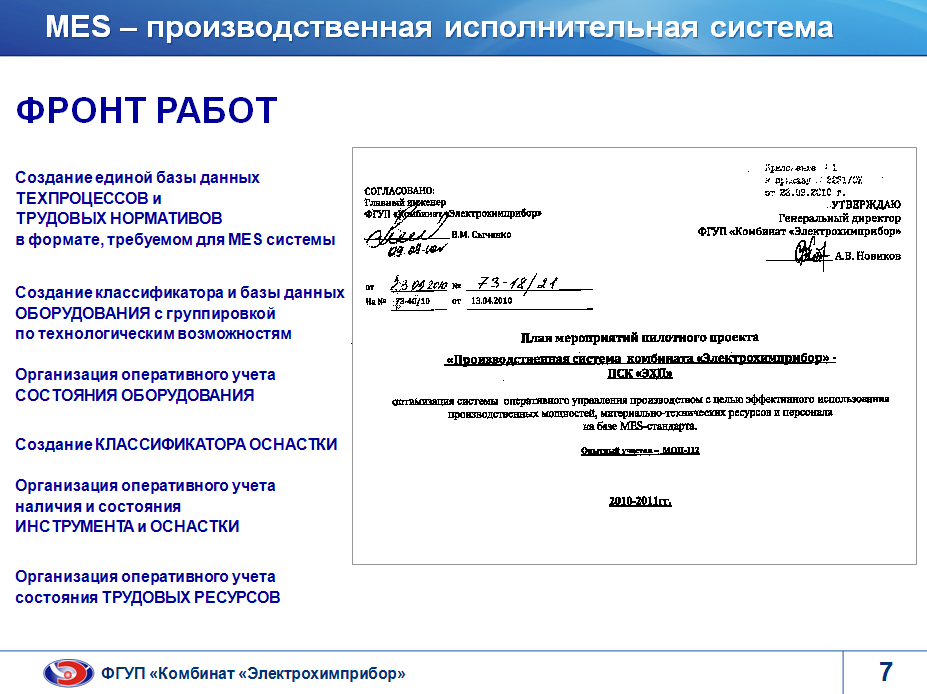
Рис.7. Срез общего фронта работ по проекту («зонтичный уровень»).
Не будем упоминать, что сложности конкретного предприятия, находящегося в стадии активного технического перевооружения, усугубляются в условиях только начинающего формироваться законодательного поля и не устоявшихся стандартных подходов. Как пример, оперативное материальное снабжение на сегодня практически невозможно. Процедуры оформления усложнены и затянуты, современные электронные торги не учитывают реальные и необходимые для производства сроки поставки материальных ресурсов. Все усилия по изменению производственной системы предприятия могут быть сведены на «нет», если вопроc материальных поставок будет решаться только в контексте антикоррупционной борьбы. Но направление взято правильное – следующий шаг в развитии - приход интернет-технологий в снабжение, обеспечит оперативные производственные потребности быстрой реакцией поставщика. Дело за нормативной базой такой организации дел.
Многотрудность этих процессов не пугает «оптимистов-оптимизаторов», которые понимают, что в современных условиях как экономическим, так и оборонным преимуществом будет обладать тот, кто за один период времени на одном и том же оборудовании сможет выпустить наибольшее количество востребованной продукции. Вместе с этим, на многих предприятиях отрасли вопрос об оптимизации пока не стоит, или отходит на второй план В случае меганоменклатурного плана основная задача – хотя бы просто распределить работу по рабочим центрам так, чтобы обеспечить его выполнение в срок. И здесь важно то, что период пересчёта выполнимости плана при изменениях на производственной площадке будет очень коротким - минут 15. Сейчас это делается приблизительно. А выдерживание сроков даётся героическими усилиями и сверхурочной работой.
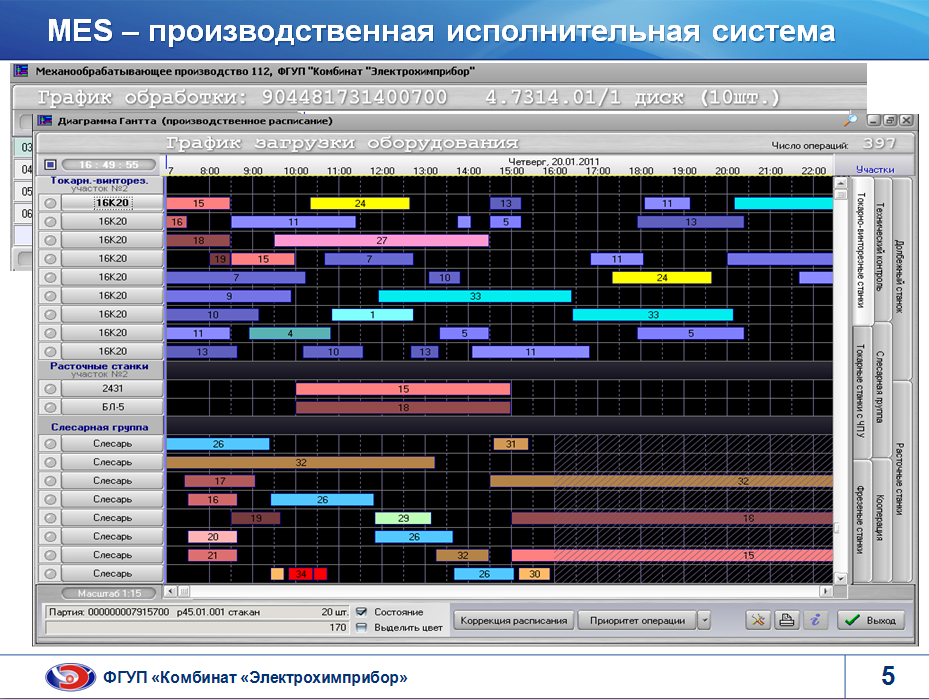
Рис.8. Пример производственного расписания.
Кроме того, внедрение и использование MES-системы стимулирует осмысление бизнес-процессов, даёт основания для реформирования структуры производства. Допустим, концентрации определённых технологий на выделенном участке, создание производственных ячеек.
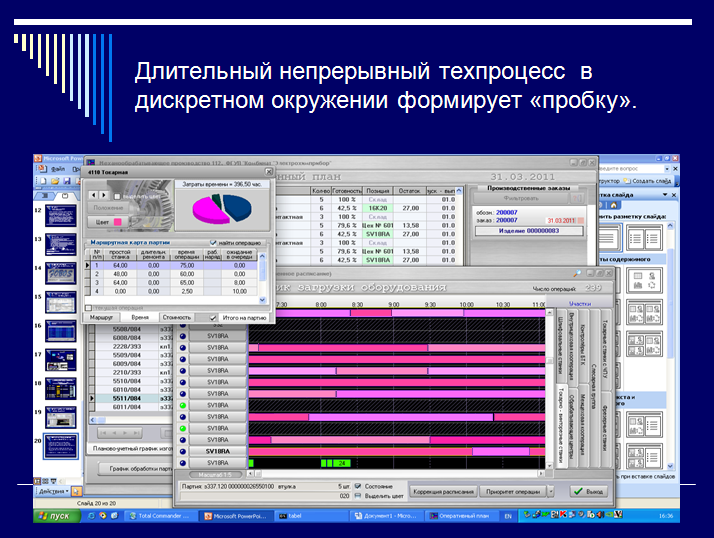
Рис.9. Пример определения необходимости выделения производственной ячейки под специфические заказы.
Таким образом очевиден следующий вывод: программное обеспечение класса MES/APS/ ERP(MRPII), уплотняющее график исполнения работ по рабочим центрам (и, следовательно, сокращающее сроки выпуска готовых изделий) при организации работ, обеспечивающей это гибкое уплотнение, становится стратегическим ресурсом, а проблемы его развития и внедрения должны найти отражение в программах развития не только отдельного предприятия но и всей отрасли.
Вызывает уважение решимость руководства нашего предприятия, которое уже инициировало развёртывание пилотного проекта по изменению производственной исполнительной системы в дополнение к работам по проектам Производственной системы РОСАТОМА.
Современный рынок программного обеспечения предлагает много комплексных решений, обеспечивающих работу производственных исполнительных систем. В рамках работ по пилотному проекту при выборе системы для опытно-промышленной эксплуатации проявились требования предприятия:
Рис.10. Критерии выбора MES-системы в ходе пилотного проекта.
Суммируя результаты детального анализа представленных систем, рабочая группа проекта рекомендовала российскую разработку - систему «ФОБОС» (МГТУ СТАНКИН, г.Москва), как наиболее соответствующую специфике производства пилотной площадки МОП-112 нашего предприятия. При этом рабочая группа проекта понимает необходимость соотнесения хода работ по выбору базового ПО для пилотного проекта с рассмотрением материалов по типовому MES-решению отрасли.
Вместе с этим, руководство предприятия ориентирует участников проекта на быстрый практический результат. А для грамотных шагов по быстрому внедрению таких программных решений нужны опытные профессионалы. На рынке труда квалифицированных консультантов по внедрению систем управления в машиностроении очень мало. К тому же, по объяснимым причинам, допуск сторонних консультантов в нашем случае принципиально ограничен. В этих условиях важно как можно быстрее подготовить свои кадры. Кроме этого, нужны примеры практической реализации, в том числе и знакомство с зарубежными практиками. К сожалению, пока ни один производственник от АСУП «оборонки» в глаза не видел, насколько зарубежный опыт сопоставим с нашими проблемами, как это внедрять и как с этим работать. Пользуемся отрывочными впечатлениями очевидцев и, не всегда хорошо освоенной, теорией. Отсюда - затягивание сроков, нерешительность в принятии решений, неубедительность в доказательствах.
Добавим, что в нынешней ситуации есть колоссальное преимущество - в условиях изменения системы оплаты труда внедрение таких систем более чем своевременно. Меняются критерии мотивации персонала: вместо традиционного требования «выполнить план по трудоёмкости» (не важно, что изготовлено не тогда и не то, что нужно для предприятия), становится «выполнить в срок заданное количество». И MES-система не только фиксирует это изменение, но и, как в случае с отечественной MES-системой «ФОБОС», позволяет строить индивидуальные расписания, учитывает квалификацию исполнителя, и позиционирует работника и предприятие на одной стороне цели - выполнить заказ в срок.

Рис.11. Расчёт коэффициента трафика, обеспечивающий мотивацию рабочих-сдельщиков при переходе на ЕУСОТ.
При этом, надо понимать, что искажения данных по трудоёмкости изготовления неизбежны в условиях объёмного экономического учёта. Кроме прочих неформальных причин в «котле» трудоёмкости оказываются запланированный простой оборудования и ожидаемое пролёживание деталей.
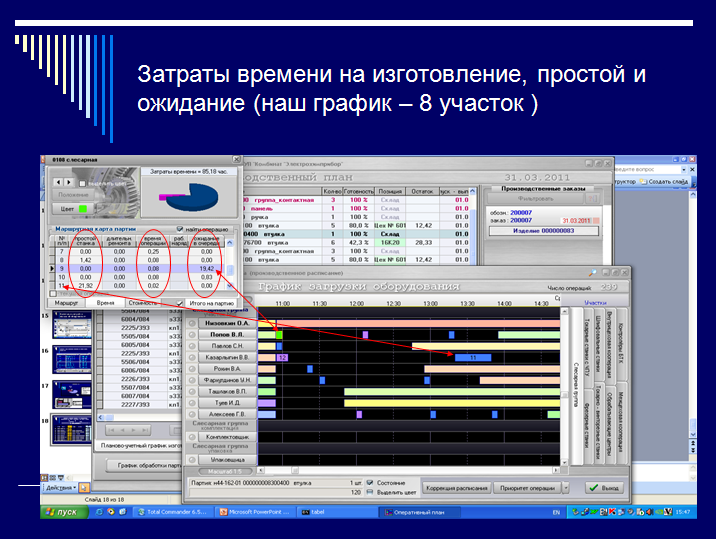
Рис. 12. Идентификация планируемого простоя оборудования.
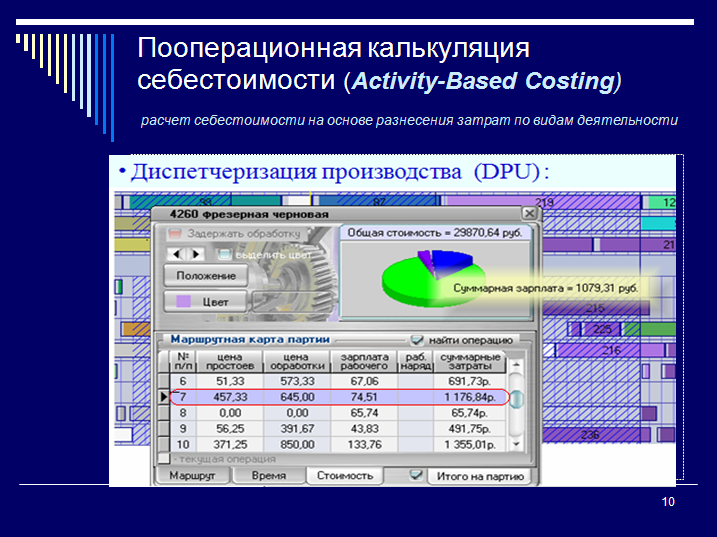
Рис. 13. Стоимость планируемого простоя оборудования
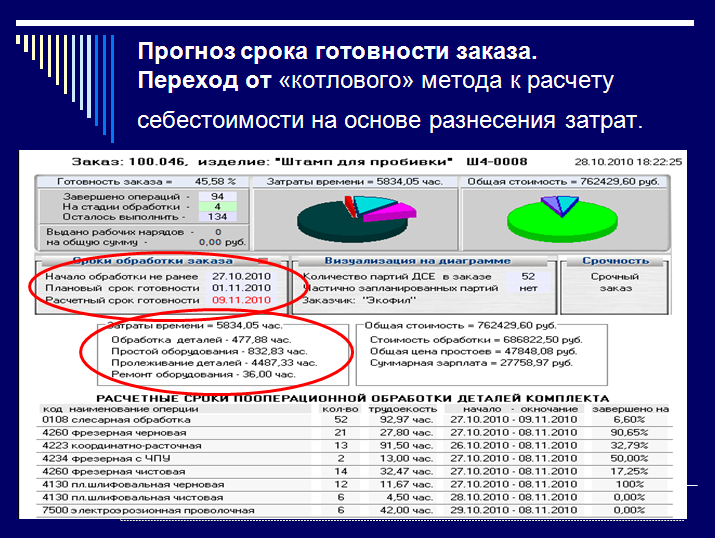
Рис.14. Расчёт себестоимости в ходе производства. Прогноз срока готовности заказа
Внедрение таких систем затрагивает интересы большого количества исполнителей, перестраивает всю производственную систему, поэтому, здесь нужна решительная поддержка самого высокого административного уровня. Без поддержки должностных лиц, наделённых соответствующими полномочиями, их реализация на практике будет встречать сильное сопротивление со стороны значительной части персонала предприятия, В этих условиях менеджмент должен принять на себя ответственность за формирование новой производственной среды. Иначе желание улучшить функционирование производства может привести к его дезинтеграции. Полагать, что изменить систему можно только силами ИТ-служб предприятия - значит обрекать проект на провал. Поэтому исключительно важно на этапе внедрения указанных инноваций обеспечить эффективное взаимодействие ИТ-служб с высшим руководством. Если руководитель предприятия, решается на изменение системы управления, это говорит о том, что он знает современные подходы к комплексным решениям, определяет цели и задачи проекта. Может сопоставить требуемые инвестиции и ожидаемый эффект от внедрения. Доверяет специалистам и может назначить команду участников, готов расставить приоритеты, оценить ход и результаты работ. Вместе они смогут обойти «подводные камни и течения» такого проекта и быть готовыми принять решение о продолжении или, возможно, о прекращении работ.
Государственный заказ и выполнение работ по выпуску гражданской продукции задают производственной площадке ритм. И все остальные участники процесса должны обеспечить этот ритм. Сейчас же производство догоняет план и находится в определённой зависимости от снабжения, а должно быть по-другому, - план должен учитывать ресурсы производства и диктовать потребности снабжению. И это главная перспектива развития проекта по изменению производственной системы нашего предприятия. Роль же программного обеспечения стандарта MES/APS/ ERP(MRPII) - сделать процесс производства прозрачным, экономически эффективным и управляемым.
©ФГУП «Комбинат «Электрохимприбор»
Авторский коллектив:
Кондрашов И.В. – заместитель генерального директора по производству;
Чернышов В.Н. – начальник УИТиС;
Медведева Г.М. - начальник БАСУ МОП-112.
©12NEWS
© Издание 12NEWS (ИП Маринин А.Л.), 2012