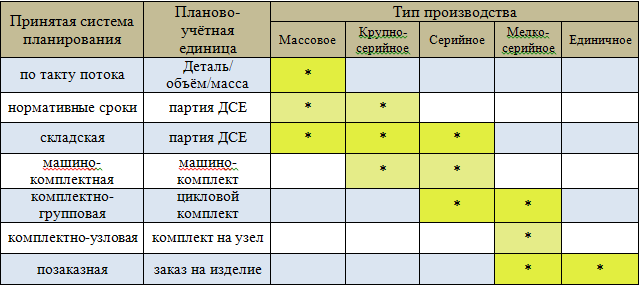
Как не допустить ошибок при выборе системы управления машиностроительным производствомМногие руководители промышленных предприятий понимают, что сегодня импульс развития производства должен исходить из зоны технического перевооружения, автоматизации и реинжиниринга. Эта зона может стать бермудским треугольником, поглощающим не только финансы – в зоне рисков время и усилия целых коллективов. Как снизить риски? Конечно, на основе знаний и опыта. В статье рассматривается одна из основных составляющих сформулированного вопроса – проблематика автоматизации и управления производством. Опыт авторов свидетельствует, что техническое перевооружение и реинжиниринг производства требуют серьезной предварительной проработки решения по автоматизации и управления предприятием. Первый принципиальный момент в рассмотрении поднимаемой в статье темы – это классификация типов машиностроительных производств. От этого зависит системное понимание, «какому производству и что именно из имеющихся сегодня средств автоматизации важно, а что нет». Авторы исходят из того, что необходимость систем уровня ERP/MRPII не обсуждается, – это то, что должно быть. Обратим внимание, что недостаточное внимание к формированию материального потока, планированию и балансировке его по мощностям на стратегическом уровне, к внешней и внутренней заводской кооперации (это – уровень MRPII) делает абсолютно бессмысленным внедрение автоматизированных систем управления производством цехового уровня (MES-систем). Все производственники это понимают или, по крайней мере, интуитивно осознают. И понимают, что необходим баланс «выталкивающей» системы ERP/MRPII системы и «вытягивающей» MES-системы. Баланс объёмного и детализированного управления производством. И здесь есть свои закономерности, которые позволяют определить типовые подходы к промышленной автоматизации. Закономерности эти зафиксированы мировой практикой, но на территории нашей страны неизбежно потребуют учёта отечественной специфики. Итак, мировая практика предлагает целый спектр специализированных решений в области автоматизации и управления для производств разных характеров (непрерывного, дискретного), различных типов (массового, серийного, мелкосерийного, единичного) и различающихся видов (заготовительного, механообрабатывающего, гальванического...). Существует классическое определение связи типа производства и принятых на предприятии планово-учётной единицей (ПУЕ) и системы планирования (рис.1):
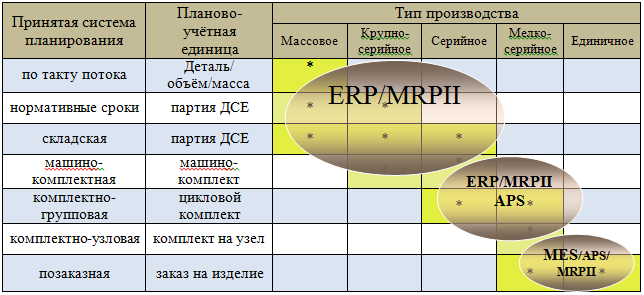
Практическая целесообразность применения функций планирования в зависимости от типа производства приведена на рис.2.
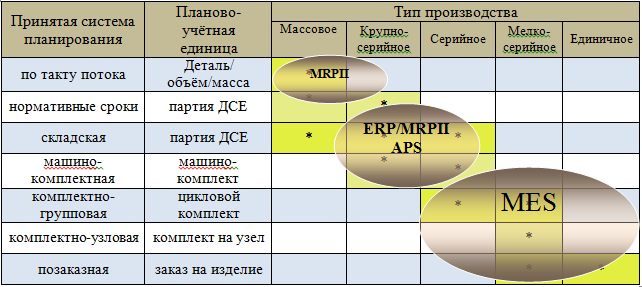
А актуальность диспетчеризации - на рис.3: Пример – для массового и крупносерийного типа важна реализация функций диспетчеризации, контроля качества, документирования и необязателен модуль детализированного планирования. Достаточно планирования уровня ERP/MRPII – объёмного. Опытно-промышленная эксплуатация возможна на макете. По поводу детального планирования можно не беспокоиться – вряд ли оно приживётся. Понадобится система класса c-MES(Collaborative Manufacturing Execution System), MOM– типа Diames(Швейцария) или ForemanMDC(Россия, Санкт-Петербург).
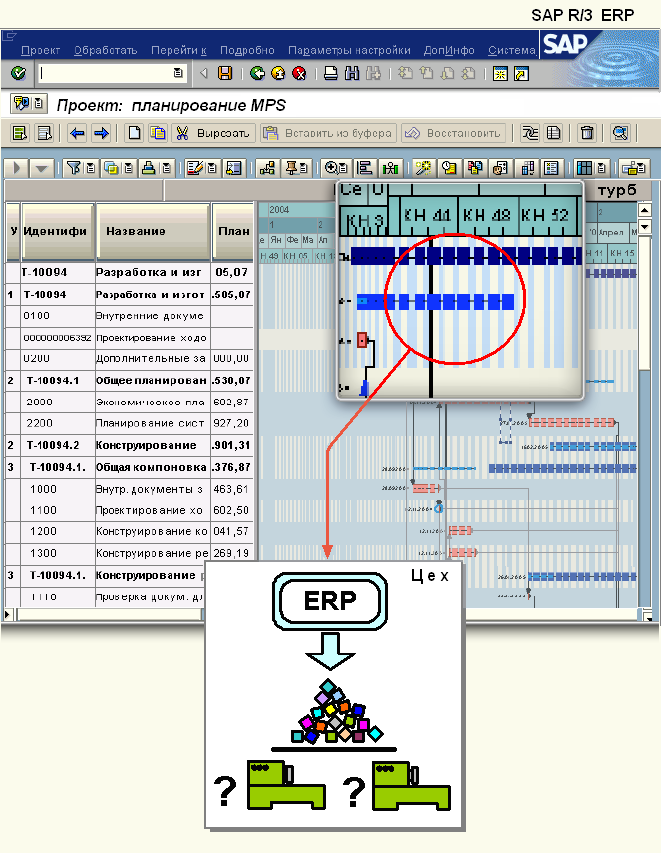
Серийное производство – живёт балансом между снабжением, не очень детальным, но быстрым планированием на готовых технологических процессах – решение класса ERP(MRPII)/APS. Можно идти проторенным путём – 1С УПП (Россия), SAPAPO(Германия), IT-Enterprise(Украина), «Галактика»,«Альфа», «Global» (Россия)… Эти системы производственного планирования формирует объемный план, сбалансированный по производственным мощностям, но не дают никаких указаний в какой последовательности отдельные детали, составляющие плановое задание, должны обрабатываться на оборудовании цеха, см. Рис.4.
Рис.4. Формирование объемного производственного плана в SAPAPO
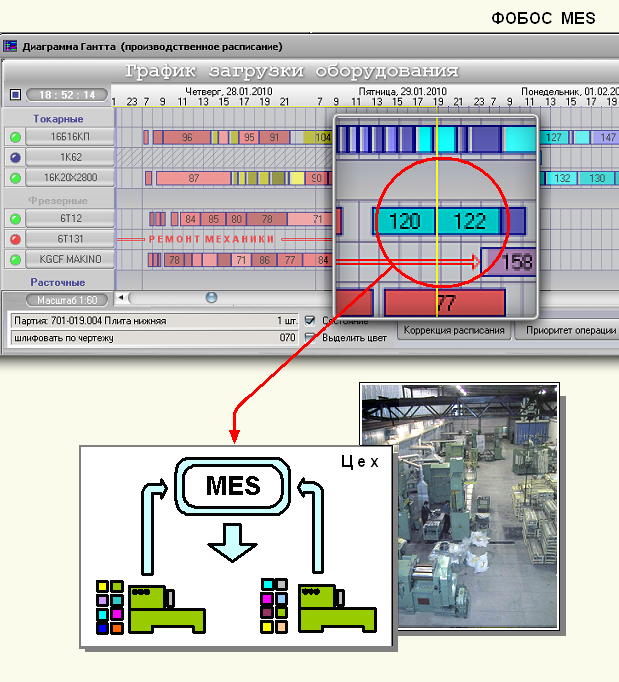
Рис.5. Расчет детального производственного расписания в MES «ФОБОС»
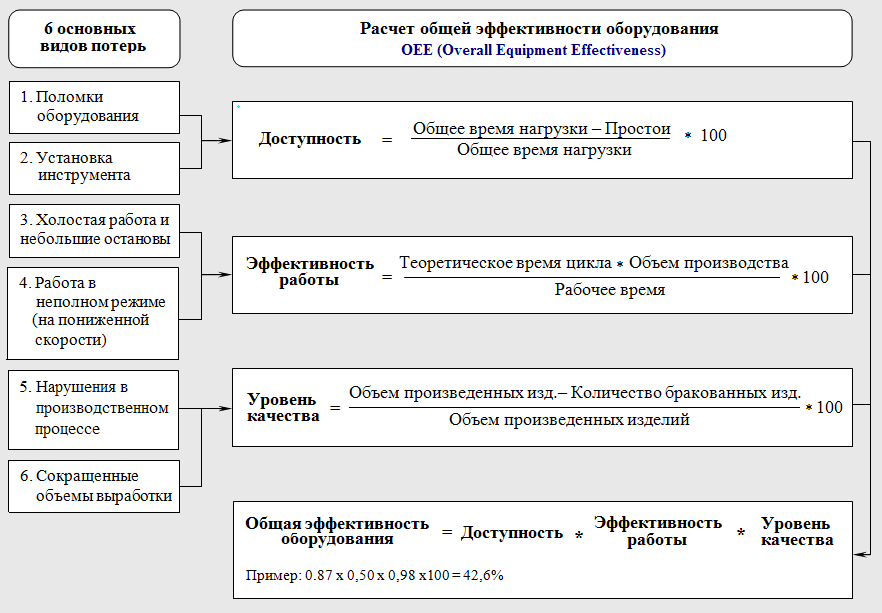
Таким образом, руководитель, определив тип своего производства, может чётко понимать на какую область функциональности при выборе решения по автоматизации своего производства должно быть нацелено его внимание. Допустим, для начала - посмотреть перечень внедрённых проектов и работающих решений, задать вопросы для определения сопоставимости типов производств, оценить опыт внедрений команды вендора, хотя бы на уровне владения терминологии данного производства. Затем, сформулировать особенности своего производства. Этот момент очень важен для выстраивания стратегии повышения рентабельности производства – за счёт чего наращивать рентабельность? Отметим, что даже если все надежды на революционный результат по увеличению ассортимента выпуска связаны с «продвинутым решением по поддержке конструкторско-технологической подготовке производства и сквозных циклов», то закономерностей производственного планирования это не отменит. Цель экономической эффективности может реализоваться за счёт планомерной работы по увеличению номенклатуры выпуска при уменьшении номенклатуры планирования – привнесения элементов серийности. Допустим, за счёт целевой работы по унификации компонентов готовой продукции. Такие компоненты – полуфабрикаты - планируются с учетом оптимальной партионности отдельно от готовой продукции, исходя из средней годовой потребности. По каждому наименованию полуфабриката создается минимальный обоснованный страховой запас. Как результат – сокращение времени обработки внешних заказов, повышение гибкости планирования и обеспечение ритмичности производства. И здесь возникает ещё одна модная тема для разговора – КПЭ (KPI), ключевые показатели эффективности. Проект по автоматизации – дышит этими показателями – конкретными, исчисляемыми, определенными, значимыми и своевременными. Вот и положим в копилку ещё один – ΔNноменклатуры выпуска/ΔК типовых компонент. Одним из общепринятых KPI во всем мире является значение OEE– Общая эффективность оборудования(OverallEquipmentEffectiveness). Общая эффективность использования технологического оборудования (OEE) определяется следующими вычисляемыми параметрами: - доступность (Availability), - эффективность работы (Performance), - уровень качества (Quality). Значения указанных параметров, в свою очередь, зависят от 6 основных видов потерь рабочего времени оборудования, приводящих к нежелательному увеличению цикла изготовления изделий.
Рис.6. Схема расчета коэффициента OEE – общей эффективности оборудования.
Мировой опыт использования коэффициента ОЕЕ показывает, что в случаях, когда его значение составляет менее 65%, оборудование используется неэффективно. В то же время, мировые лидеры промышленности с массовым типом производства добиваются показателя 80-85%. Для предприятий с мелкосерийным типом производства амбициозным, но вполне достижимым, можно считать показатель 70-75%. Итак, с чего начать? Ответ напрашивается сам собой: оценить своё исходное состояние. Очевидно, что при всей своей простоте расчет коэффициента OEE требует наличия множества данных: планируемое производственное время, время внеплановых остановок, плановое и фактическое время обработки деталей, количество брака и т.д. Эти данные необходимо получить за определенный период времени по каждой единице оборудования. Результатом будет коэффициент OEE, рассчитанный за этот период.
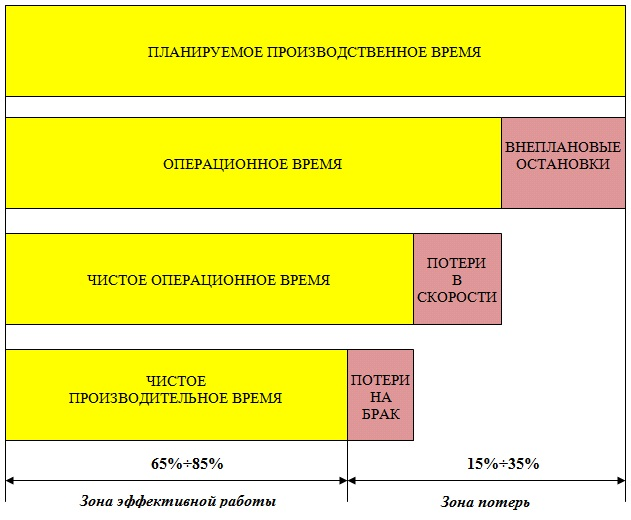
Рис.7. Составляющие планируемого производственного времени.
Основой получения достоверных данных для расчета и мониторинга ОЕЕ является регистрация и хронометраж состояний оборудования: работы, плановых и внеплановых остановок, что позволит провести количественную оценку потерь за счет внеплановых остановок. Что касается остановок плановых (переналадка, предупредительные ремонты и пр.), то, несмотря на их однозначную необходимость, аккумуляция и анализ данных об их продолжительности поможет оптимизировать графики техобслуживания и ремонтов, сократить продолжительность плановых остановок, а возможно и уменьшить их общее количество. Графическая интерпретация коэффициента OEEприведена на Рис.8, - это отношение реальной пропускной способности станочной системы к ее максимальному значению. Кроме того, для анализа возникающих потерь и поиска путей повышения эффективности использования оборудования, плановые и внеплановые остановки должны быть систематизированы по причинам их вызвавшим. Другими словами, должен существовать иерархический справочник причин, степень детализации которого определит возможную глубину анализа. Данные о фактически отработанном времени должны быть дополнены данными о номенклатуре и количестве изготовленной продукции, количестве брака, плановом и фактическом времени изготовления.
Рис.8. Графическое представление OEE – отношение реальной пропускной способности станочной системы к ее максимальному значению.
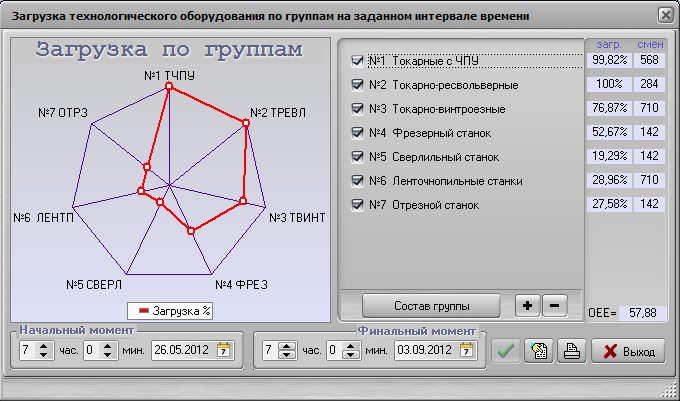
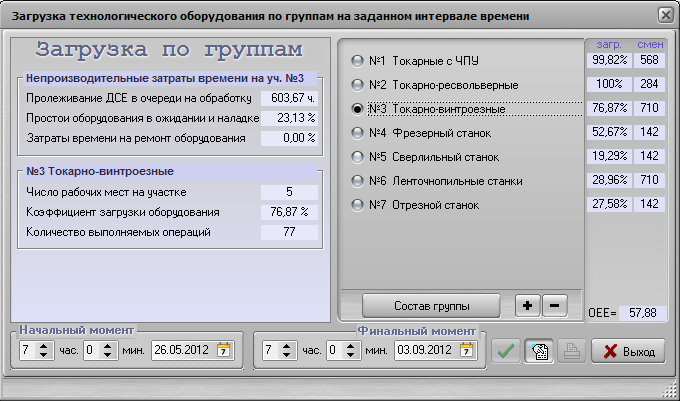
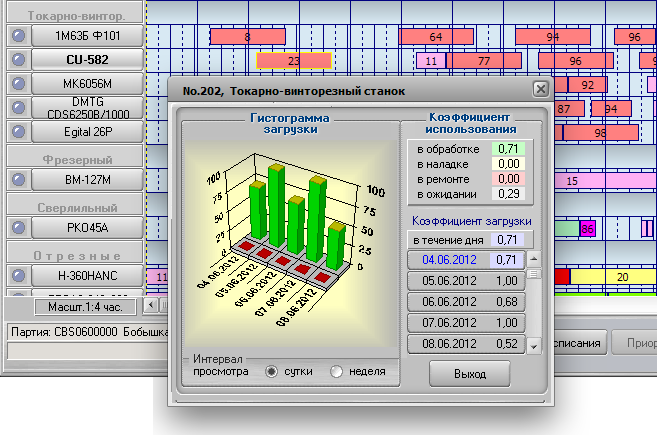
Подобная система, решающая задачу мониторинга и анализа изменений коэффициента ОЕЕ, позволяет достаточно оперативно отслеживать эффективность использования технологического оборудования и вырабатывать меры по её повышению.
Рис.9. Детализированный анализ коэффициента OEE (MES-система «ФОБОС»).
Рис.10. Составляющие планируемого производственного времени.
Авторы исходят из того, что в ходе реализации проекта реинжиниринга производства КПЭ – это инструмент количественной (быстрой, оперативной, методически правильной) оценки изменений, достигаемых в ходе проекта. А суть проекта производственной автоматизации – заключается в создании и наполнении информационных потоков производства. Поэтому количественная оценка этих потоков - по параметрам, по наполненности, по связности может и должна отслеживаться. Такой подход должен быть мотивирующей основой для исполнителей работ и руководителей. Изменения должны коснуться: · качества, объёма и взаимосвязанности данных о технологических процессах, мощностях и персонале; · данных о продукте – по параметрам качества и учёта, при увеличении объёма и номенклатуры выпуска, тем заказов; · достоверного и оперативного информирования о ходе производства в режиме реального времени по параметрам ранее не доступным для анализа; · практической сущности мотивации при оплате труда по детализированным фактическим данным о произведённых работах · и т.д.…
Например, теория подобных проектов автоматизации предполагает, что начальный этап проекта должен заключаться в моделировании ресурсов по статическим и динамическим моделям. Практическим результатом должен стать объединённый результат - методика формирования статичных входных данных и регламенты работы с изменяемой в процессе производства информацией, недостающей для реализации целей производственной системы. Этот стандартизованный подход позволяет сформулировать некоторое типовое решение, которое даёт обобщённому заказчику (предприятию) чёткую инструкцию - какие данные необходимы и достаточны, как эти данные должны формироваться и меняться (откуда, в какие сроки, с какой детализацией и периодичностью). Этот набор данных для производственной исполнительной системы MES зафиксирован списком: · объёмные планы – главный план предприятия с приоритетами, план освоения новых видов продукции и ОКР, план качества, план раздельных тем – коммерческого или государственного заказов т.д.; · состав изделия, состав заказа; · нормы времени – цикловые и по операционным маршрутам технологических процессов; · операционный маршрут ТП с оборудованием, инструментом, оснасткой, кодом профессии, квалификацией, вспомогательными материалами, ИОТ и т.д. · данные о персонале; · данные об оборудовании - в привязках к операциям, к персоналу, к группам взаимозаменяемости, к графикам ППР - ТОиР, · данные об обеспеченности изготовления - оперативный срез по имеющимся запасам (МПЗ), незавершённому производству (НЗП) и производственной кооперации.
Как правило, на предприятиях эта информация есть в кусочно-реализованных задачах, с недостаточной детализацией. Как правило, её формирование дублируется в нескольких местах. Помним главное правило сквозной автоматизации – проект не должен формировать дополнительную точку дублированного ввода! Для этого от Исполнителя работ по проекту в общем (типовом случае) потребуются: · разработка программ-конвертеров для загрузки начальных данных из существующих систем, · разработка программ-интерфейсов оптимизирующих ввод начальных данных, · предложить инструменты оперативной актуализации данных в системе (как в рамках интеграции с существующими корпоративными системами, так и в рамках реагирования на конкретную ситуацию в производстве) · предложить способ диагностики полноты данных для работы системы и совместно с заводом регламентировать работу по недостающей информации. · произвести доработки в системе (или предложить способы адаптации), учитывающие типичную отечественную и отраслевую специфику: - расхождение существующих норм времени и реально необходимых для изготовления; - отсутствие, или закрытость состава изделия и входимости комплектующих; - особые требования к квалификации и аттестации персонала на конкретных видах продукции, операциях, заказах.
Это, естественно, значительно осложнит используемые ныне алгоритмы системы производственного управления, реализующие планирование, распределение и учёт работ, но обеспечит фактическими данными практическую реализацию многих ранее недоступных возможностей. Допустим, по управлению выпуском на одних мощностях продукции разных правил производств – коммерческого и государственного заказа; управлению сортностью выпуска - запуск изготовления по vip-заказу с оптимизированной себестоимостью. Плюс – минимизация расходов на выплаты по фактически учтённой работе с вредными факторами. Ценность проекта реинжиниринга будет минимальна, если внедряемая система управления производством не будет передавать данные для оценки фактической себестоимости изготовления, данные о ходе производства для использования на последующих этапах жизненного цикла изделия (ЖЦИ). Всё это любая современная MES-система формирует по определению. И неразумно терять эти данные. Программных доработок не потребуется. Организационно – одно-два совещания по смежным проектам ERP и PDM/PLM, чтобы зафиксировать регламенты интеграции. И всё. Почему не сделать? А результат – реализация прозрачности производства для верхних уровней управления, обеспечение ЖЦИ. Впрочем, последняя тема требует серьезного профессионального разговора, начатого в журнале еще в два года назад в статье: Фролов Е.Б., Крюков В.В., Тимофеев Д.Е., Крюков А.В. Стандарты ИСО и промышленный софт на предприятии, или нужна ли директору «прозрачность» производства? Станочный парк, № 9 2010.
Медведева Г.М. (ЗАО «Гринатом») Мусеридзе А.Б. (ФГУП ВНИИА им. Духова) Фролов Е.Б. (ИКТИ РАН) Постоянный адрес статьи: /doc7987.html MES: Как не допустить ошибок при выборе системы управления машиностроительным производством
|